


壓力容器遠距離運輸的包裝工藝要求
2025-05-13
【概要描述】在壓力容器制造工藝中,焊接過程中容易出現各種缺陷,如氣孔、裂紋、夾渣等,這些缺陷影響焊接接頭的外觀,更重要的是會降低接頭的力學性能和耐久性,甚至導致結構失效。本文將詳細解析氣孔、裂紋、夾渣的形成原因,并探討如何通過工藝優化和設備調整來預防這些缺陷。
【概要描述】在壓力容器制造工藝中,焊接過程中容易出現各種缺陷,如氣孔、裂紋、夾渣等,這些缺陷影響焊接接頭的外觀,更重要的是會降低接頭的力學性能和耐久性,甚至導致結構失效。本文將詳細解析氣孔、裂紋、夾渣的形成原因,并探討如何通過工藝優化和設備調整來預防這些缺陷。
在壓力容器制造工藝中,焊接過程中容易出現各種缺陷,如氣孔、裂紋、夾渣等,這些缺陷影響焊接接頭的外觀,更重要的是會降低接頭的力學性能和耐久性,甚至導致結構失效。本文將詳細解析氣孔、裂紋、夾渣的形成原因,并探討如何通過工藝優化和設備調整來預防這些缺陷。
一、焊接缺陷的分類及其對結構影響
焊接缺陷,主要分為表面缺陷和內部缺陷兩大類。常見的缺陷包括氣孔、裂紋、夾渣、未熔合、未焊透等,其中氣孔、裂紋、夾渣是較為典型和常見的缺陷。

氣孔:是指焊縫中殘留的氣體所形成的孔洞,減小了焊縫的有效工作斷面積。直接降低焊縫的致密性與強度,易導致泄漏或者斷裂。
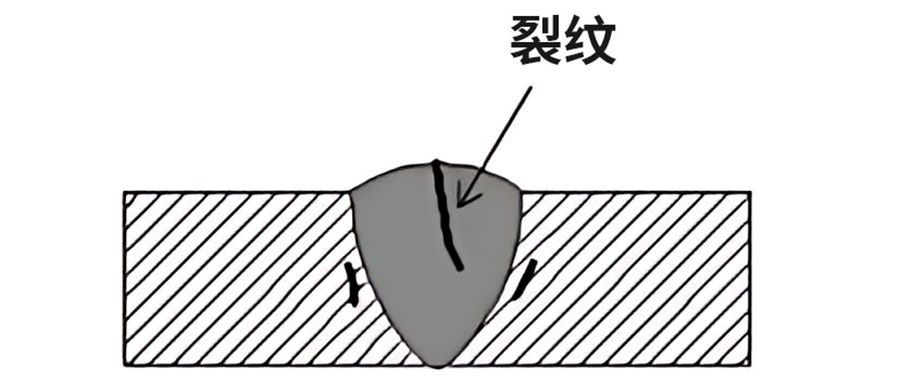
裂紋:是焊縫中常見的危險缺陷,可能導致材料在應力作用下發生斷裂,嚴重威脅結構安全。
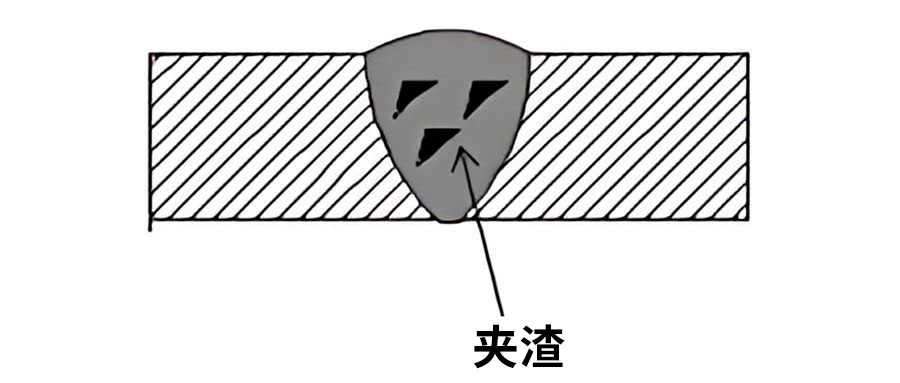
夾渣:是焊縫中夾帶的非金屬雜質或者熔渣,削弱了焊縫強度,導致其應力集中。
這些缺陷的存在影響焊接接頭的外觀質量,導致結構在使用過程中出現安全隱患,尤其是在承重或高應力環境下。
二、氣孔的形成原因及預防措施
1、氣孔形成原因
氣孔的形成主要是由于,焊接過程中氣體沒有及時排出,或者外來氣體進入到焊縫內形成的。以下是氣孔的主要成因:
焊接氣孔缺陷主要由四個因素導致:保護氣體不足或含雜質,如流量不足或混入水油;焊接材料問題,如受潮焊條或臟污焊絲;工藝參數不當,電流電壓不合理以及操作不規范。這些因素單獨或者共同作用,造成氣體滯留形成氣孔。
2、氣孔預防措施
焊接過程中防止氣體殘留的關鍵措施包括嚴格控制保護氣體質量,使用高純度氣體并保持流量穩定,同時選用符合標準的干燥清潔焊條和焊絲。
優化焊接工藝參數,根據工件材質和厚度合理調整電流、電壓,及焊接速度,確保熔池流動性的良好。此外,焊工需掌握規范的操作手法,保持均勻擺動和適當的焊接速度,使熔池穩定熔化,從而有效減少氣孔缺陷的產生。
三、裂紋的形成原因及預防措施
1、裂紋形成原因
焊接裂紋是較為危險的焊接缺陷,主要分為熱裂紋和冷裂紋兩類。
熱裂紋產生于焊接高溫階段,是焊縫金屬凝固過程中因收縮應力和低熔點雜質聚集所致;冷裂紋則出現在焊縫冷卻后,由拘束應力和氫元素共同作用引發。這兩種裂紋都會影響焊接接頭的結構完整性和安全性。
2、裂紋預防措施
預防焊接裂紋所采取的措施主要包括:選用低氫焊材以減少氫含量積累,合理控制焊接電流電壓避免熱應力過大;采用多層焊接工藝分散拘束應力,焊后進行回火熱處理以消除氫元素和殘余應力;這些措施能有效降低熱裂紋和冷裂紋的產生風險。
四、夾渣的形成原因及預防措施
1、夾渣形成原因
焊接夾渣是焊縫中殘留的非金屬雜質,主要由三個因素導致:使用劣質焊條藥皮或焊劑會使熔渣難以完全排出;焊接速度過快或者電流過小,造成熔池流動性差,阻礙熔渣的上浮,影響其焊縫的致密性和力學性能。
2、夾渣預防措施
要有效預防焊接夾渣,關鍵在于:選用優質焊條和焊劑確保材料純凈,適當增大焊接電流以提高熔池流動性,促進熔渣上浮。采用多層多道焊接工藝減少熔渣堆積,并在每道焊后及時清理熔渣,保持焊縫清潔。這些措施能顯著提高焊縫質量,避免夾渣缺陷。

工作中,焊接缺陷的形成是一個相對復雜的過程,其原因涉及到材料、工藝、操作等多個方面。優化焊接工藝參數、選用高質量材料、改進操作手法等,來提高焊接質量。同時,焊工需要具備扎實的理論知識,以及豐富的實踐焊接經驗,才能在實際焊接中避免這些缺陷的發生。
掃二維碼用手機看
全國銷售熱線:0513-87545076 15190959529
冷凝器、反應釜、各種塔器、蒸發器:13773778255
高效換熱器、塔器、反應釜、儲罐:18795785856
油化成套裝備:15062777738
化工成套裝備:13584740566
工業除塵設備:15371779658
鋼結構工程:18862739697
郵箱:sfjx@shuangmachem.com

掃碼進入移動端

微信公眾號
Copyright ? 2021 南通賽孚機械設備有限公司 All Rights Reserved 蘇ICP備14056193號
 0513-87545076
0513-87545076

 更多聯系
更多聯系 